
Explicación
6.1 Introducción al proceso de fresado y torneado
Proceso de fresado
Los procesos de manufactura pueden clasificarse acorde a la naturaleza de conformación del material, de la siguiente manera:
- Procesos de fundición
- Procesos de deformación.
- Trabajos en lamina
- Plásticos
- Procesos de unión
- Procesos de remoción de material.
Estos últimos (remoción de material) puede subdividirse a su vez en los siguientes tipos:
- Procesos de maquinado (torneado, fresado, barrenado, aserrado)
- Maquinados avanzados (corte por hilo, procesos químicos, corte por láser, corte por agua)
- Procesos de acabados (Rectificado, lapeados, procesos electroquímicos)
El maquinado es el más versátil y preciso de todos los procesos de manufactura por su capacidad de producir una diversidad de piezas y características geométricas.
El fresado es un proceso multipunto en el cual el material es removido de la pieza de trabajo por una herramienta giratoria. El material es generalmente eliminado tanto por la periferia como por el extremo de la herramienta.
La herramienta de corte rota alrededor de un eje perpendicular a la superficie, aunque en algunos casos puede ser paralela a la superficie de mecanizado como en el caso del fresado periférico. En algunas ocasiones se pueden utilizar herramientas de un sólo punto, como en el caso de los insertos.
La forma geométrica creada por el fresado es una superficie plana, se pueden crear otras formas mediante la trayectoria de la herramienta de corte o la forma de dicha herramienta. Debido a la variedad de formas posibles y a sus altas velocidades de producción, este proceso es una de las operaciones de maquinado más versátiles y ampliamente usadas.

Algunas características del proceso de fresado son las siguientes:
- Utiliza una herramienta de corte para producir una superficie maquinada y genera viruta pequeña y discontinua.
- Máquinas de fresado horizontales y verticales.
- Remueve el material con la cara o la periferia de la herramienta.
- Utiliza una gran variedad de herramientas incluyendo cortadores rectos, de bola, de concha, entre otros.
- En el fresado, la herramienta gira rápidamente y la pieza de trabajo se mueve relativamente a la herramienta o la herramienta se mueve relativamente a la pieza de trabajo.
- Los dientes en el extremo y en la periferia de la herramienta cortan el material.

Las máquinas de fresado poseen un usillo que es el responsable de sujetar y hacer girar la herramienta, asimismo, poseen una mesa de trabajo o bancada, donde se sujeta la pieza de trabajo y la hace avanzar. Existen diferentes diseños de fresadoras que satisfacen estos requisitos, por ejemplo existen máquinas verticales y máquinas horizontales.
- Las máquinas fresadoras verticales tienen un usillo vertical y perpendicular a la superficie de trabajo, esta orientación es adecuada para fresados frontales, fresados terminales y fresados de contornos superficiales, entre otros.
- En las máquinas fresadoras horizontales el usillo esta horizontal y paralelo a la superficie de trabajo, este diseño es adecuado para procesos de fresado periférico y fresados laterales.
Proceso de torneado
El torno tiene sus orígenes en los 1800, cuando el Inglés Henrry Maudsley desarrolló el primer torno para cortar tornillos, incorporando una herramienta deslizante mecanizada con la cual podía desempeñar operaciones de avance y roscado con mucha mayor precisión que cualquier otra máquina anterior.

Las características del proceso de torneado son los siguientes:
- Produce superficies externas cilíndricas.
- Rebaja el material del diámetro exterior mientras la pieza está en rotación (a favor, CW o en contra, CCW, de las manecillas del reloj).
- Produce superficies planas en las operaciones de careado.
- Utiliza herramientas de corte de un solo punto y actualmente predominan los insertos de carburo recubiertos.
- El movimiento de la herramienta de corte es paralelo al eje de rotación durante el torneado.
- El movimiento de la herramienta de corte es perpendicular al eje de rotación durante el careado y ranurado.
- Produce marcas finas helicoidales a lo largo de la superficie de trabajo.
- La pieza tiene un movimiento giratorio.
- La herramienta se desplaza radial y longitudinalmente.

6.2 Capacidades geométricas de un centro de maquinado
Hay dos tipos básicos de fresado:


En el fresado periférico, también llamado fresado plano, el eje de la herramienta es paralelo a la superficie que se está maquinando y la operación se realiza por los bordes de corte en la periferia exterior del cortador. Existen varios tipos de fresado periférico.
- Fresado de placa, la forma básica del fresado periférico en el cual el ancho de la fresa se extiende más allá de la pieza de trabajo en ambos lados.
- Ranurado, también llamado fresado de ranuras, en el cual el ancho de la fresa es menor que el ancho de la pieza de trabajo, creando una ranura. Cuando la fresa es muy delgada se puede utilizar esta operación para tallar ranuras angostas o para cortar una pieza de trabajo en dos, a esto se le llama fresado aserrado.
- Fresado lateral, en el cual la fresa maquina un lado de la pieza de trabajo.
- Fresado paralelo o simultaneo, es el mismo que el fresado natural, excepto porque el corte tiene lugar en ambos lados de trabajo.

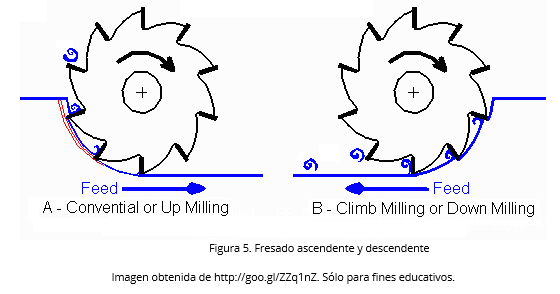
En el fresado periférico hay dos direcciones opuestas de rotación que puede tener la fresa, respecto al trabajo, estas direcciones distinguen dos formas de fresado: fresado ascendente y fresado descendente.
- El fresado ascendente, también llamado fresado convencional o fresado en contra, la dirección del movimiento de los dientes de la fresa es opuesto a la dirección de avance cuando los dientes cortan, es decir, cortan “contra avance”.
- En el fresado descendente, también llamado fresado a favor, la dirección de movimiento de la fresa es la misma que la dirección de avance cuando los dientes cortan, es un fresado “con el avance”.
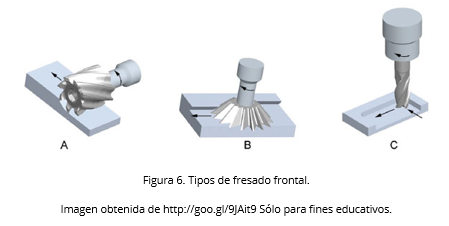
Fresado frontal. En el fresado frontal el eje de la fresa es perpendicular a la superficie de trabajo y el maquinado se ejecuta cortando las orillas, tanto en el extremo como en la periferia de la herramienta, al igual que en fresado lateral existen varias formas de fresado frontal.
- Fresado frontal convencional. En este tipo de fresado el diámetro de la fresa es más grande que el ancho que la pieza de trabajo, de tal manera que la fresa sobrepasa el trabajo en ambos lados de la pieza.
- Fresado frontal parcial. En esta operación, la fresa sobrepasa al trabajo solamente en un lado.
- Fresado terminal. En el cual el diámetro de la fresa es menor que el ancho de trabajo, de manera que se corta una ranura en la pieza.
- Fresado de perfiles. Es una forma de fresado terminal en el cual se corta una pieza plana de la periferia.
- Fresado de cavidades. Es otra forma de fresado terminal usada para fresar cavidades poco profundas en piezas planas
- Fresado de contorno superficial. En el cual la fresa con punta de bola se hace avanzar hacia adelante y hacia atrás, hacia un lado y hacia otro a lo largo de una trayectoria curvilínea a pequeños intervalos, para crear una superficie tridimensional.
- Fresado frontal o careado. Es cuando el eje de la fresa es perpendicular a la superficie de trabajo y el maquinado se ejecuta por los bordes o filos cortantes del extremo y la periferia de la fresa.
Otras operaciones que se pueden hacer con una fresadora que posea control numérico son las siguientes:
- Rimado o Escariado. Operación de agrandar un agujero ya barrenado, a diámetro final con acabado fino. Una rima es una herramienta de precisión y no está diseñada para arrancar material.
- Machuelado. Esta operación se realiza por medio de un machuelo y se usa para formar una rosca interior en un agujero existente.
- Abocardado. Se produce un agujero escalonado en el cual un diámetro más grande sigue a un diámetro más pequeño parcialmente dentro del agujero.
- Avellanado. Achaflanado de un agujero hecho para acomodar la parte cónica de un tornillo de cabeza plana, es una porción similar al abocardado salvo que el escalón en el agujero tiene forma de cono para tornillos y pernos de cabeza plana.
- Centrado. Término empleado para el proceso de alineación de la pieza a maquinar en la fresa, donde la herramienta debe girar concéntricamente o ser alineada paralela o en ángulo recto.
- Refrentado. Es una operación similar al fresado que se usa para generar una superficie plana de trabajo de un área localizada.
- Taladrado. Procedimiento utilizado para agujerar un material en forma cilíndrica utilizando una broca. La capacidad para taladrar en una fresa se hace patente en el diseño de la punta de la broca.

Operaciones de torneado
- Torneado Cónico. La herramienta avanza con cierto ángulo con respecto al eje de rotación, generando una forma cónica.
- Torneado de Contornos. En lugar que la herramienta avance a lo largo de una línea recta paralela al eje de rotación con en torneado, sigue un contorno diferente a la línea recta, creando así una forma contorneada.
- Torneado de formas. En esta operación, llamada algunas veces formado, la herramienta tiene una forma que se imparte al material y se penetra radialmente.
- Careado. La herramienta se alimenta radialmente sobre el extremo del trabajo rotatorio para crear una superficie plana, procedimiento realizado cuando una superficie plana debe ser maquinada en un torno. El corte es un ángulo recto con respecto al eje de rotación.
- Desbaste. Es la remoción rápida del exceso de una pieza para la reducción por medio de corte profundo, avances gruesos y velocidades apropiadas, existen dos tipos: el interior y el exterior.
- Centrado. Término empleado para el proceso de alineación de la pieza a maquinar en el mandril de un torno, donde la pieza deber girar concéntricamente o ser alineada paralela al ángulo recto.
- Taladrado. El taladro se puede ejecutar en un torno, haciendo avanzar la broca en el eje rotatorio de la pieza. El escariado se puede realizar en forma similar.
- Torneado de Interiores o Mandrilado. Es el agrandamiento o aumento de un agujero previamente con una herramienta de corte, se lleva a cabo en piezas de fundición forjadas o extruidas
- Moleteado. Operación de producir superficies rugosas en formas de cuadros, diamantes, rectas o cualquier otro tipo de diseño usando una herramienta de moletear.
- Abocardado. Operación que aumenta una porción de un agujero a determinada profundidad y diámetro, superficie para alojar la cabeza de un tornillo.
- Ranurado. Operación de corte en forma acanalada en “V”, con el radio y en formas predeterminadas, donde la herramienta avanza radialmente, no axialmente, con respecto a la pieza
- Tronzado. En este maquinado la pieza avanza radialmente dentro del material en rotación, en algún punto a lo largo de su longitud, para tronzar el extremo de la parte maquinada.
- Roscado. Se generar una rosca alrededor de la pieza de trabajo

Se muestran características y diferencias esenciales entre torneado y fresado:
 Haz clic para conocer más información.
Haz clic para conocer más información.
Si una pieza torneada requiere que le sea removida una gran cantidad de material, el torno-fresado puede estar en capacidad de hacerlo más eficientemente.
Las herramientas de tornear tienden a no trabajar bien en cortes interrumpidos, pero una herramienta de fresar puede hacerlo mucho mejor. Un corte de fresado es, por definición, un corte interrumpido. En la región de la pieza de trabajo donde el corte se interrumpe, puede tener sentido cambiar de torneado a torno-fresado.
El 'nido de pájaro' producido por las virutas largas en algunos materiales no se formará si la pieza es torno-fresada en lugar de fresada. Una consecuencia inherente al corte interrumpido de fresado es que las virutas son partidas en pequeños pedazos.
Cuando la pieza que se va a tornear es larga, esbelta y no tiene apoyos intermedios, el torno-fresado puede prevenir su flexión. Comparado con el torneado, el fresado puede remover material con menor presión de herramienta.
En metales duros de mecanizar, un solo inserto de tornear puede no estar en capacidad de proporcionar una vida de herramienta suficiente para terminar el corte. Una herramienta de fresar puede cortar más tiempo porque tiene múltiples insertos sobre los cuales puede dividir la carga. Al realizar el corte completo, la herramienta de fresar elimina los riesgos involucrados en el cambio de herramientas en la mitad de la operación.
El movimiento radial (eje X) del cortador de fresado puede ser coordinado con la rotación de la pieza para mecanizar perfiles diferentes de círculos perfectos. El mismo principio aplica a la herramienta de fresar en movimiento hacia fuera y adentro, mientras la pieza de trabajo gira también puede ser utilizado para generar rasgos fuera del centro sin tener que cambiar el montaje. El pin descentrado de un cigüeñal puede ser un ejemplo de esto.
6.3 Control Numérico por computadora
Fundamentos de la tecnología de control numérico (CN)
El control numérico es una forma de programación automática en la cual los movimientos mecánicos de una maquina son controladas por un programa que contiene símbolos, números y letras del alfabeto. El programa ordena los movimientos relativos entre la herramienta y la pieza de trabajo, así como algunas otras funciones de la maquina necesarias para el proceso de desbaste. Cuando la máquina termina de ejecutar el programa, es capaz de cambiar a otro continuar con el mismo. Esta capacidad de cambiar de programa hace que el control numérico sea flexible en cuanto a los tipos de trabajo que realiza, sin embargo, debido a que los tiempos de procesos son prolongados, se recomienda para volúmenes bajos a medios de producción.
El control numérico puede ser aplicado a una gran variedad de procesos, pero principalmente se dividen en dos categorías:
- Aplicaciones con máquinas herramientas
- Aplicaciones en máquinas sin herramientas.
Componentes básicos de un sistema por control numérico.
Un sistema de control numérico consiste en tres partes:
- Un programa en códigos G y M
- Una unidad de control de máquina o MCU
- La máquina
El programa es una lista secuencial de instrucciones donde se le indica a la máquina paso a paso lo que debe realizar. Estas instrucciones se agrupan en dos grandes familias conocidas como códigos G y códigos M. Los primeros representan movimientos de la máquina como interpolaciones lineales, interpolaciones circulares, ciclos de taladrado, ciclos de roscado, interpretación de datos en milímetros o pulgadas, entre otros.
Los códigos M son también conocidos como funciones auxiliares o misceláneas de la máquina, estos códigos auxilian al proceso de maquinado y encontramos funciones como pausa en el programa, abrir y cerrar la puesta, encendido y apagado del refrigerante, entre otras funciones.

La unidad de control de máquina (MCU) es una computadora que posee el hardware para almacenar y ejecutar un programa, convirtiendo cada instrucción en una acción o movimiento en la máquina. El hardware del MCU incluye dispositivos de entrada de datos como teclados, mouse, unidades lectoras de disco o puertos USB, también posee dispositivos de salida como pantallas, puertos para impresoras y conexiones de red. Debido a que el MCU es una computadora, se utiliza el término de control numérico por computadora (CNC) para distinguir esta tecnología de sus predecesoras que carecían de esta característica.

El tercer componente es la máquina, desempaña la función de fabricar la parte procesando paso a paso las instrucciones del programa que son enviadas y controladas por el MCU. Las máquinas pueden poseer herramientas, como fresas, tornos, punzonadoras y taladradoras, o pueden carecer de herramientas, como máquinas de inspección, mesas de ensambles, dobladoras, impresoras en 3D. Prácticamente cualquier máquina que requiera moverse en el sistema de ejes coordenados cartesianos, es susceptible de controlarse por CNC.

Algunas de las características de un CNC son las siguientes:
- Capacidad de almacenar más de un programa
- Posee varias formas de ingresar programas a la máquina
- Los programas pueden ser editados desde la misma máquina
- Capacidad de realizar ciclos y subrutinas de programación.
- Capacidad de la máquina para realizar interpolaciones
- Capacidad de utilizar diversas herramientas
- Capacidad de calcular avances a diferentes velocidades
- Posee interfaces de comunicación
- Poseen sistemas de autodiagnóstico.




